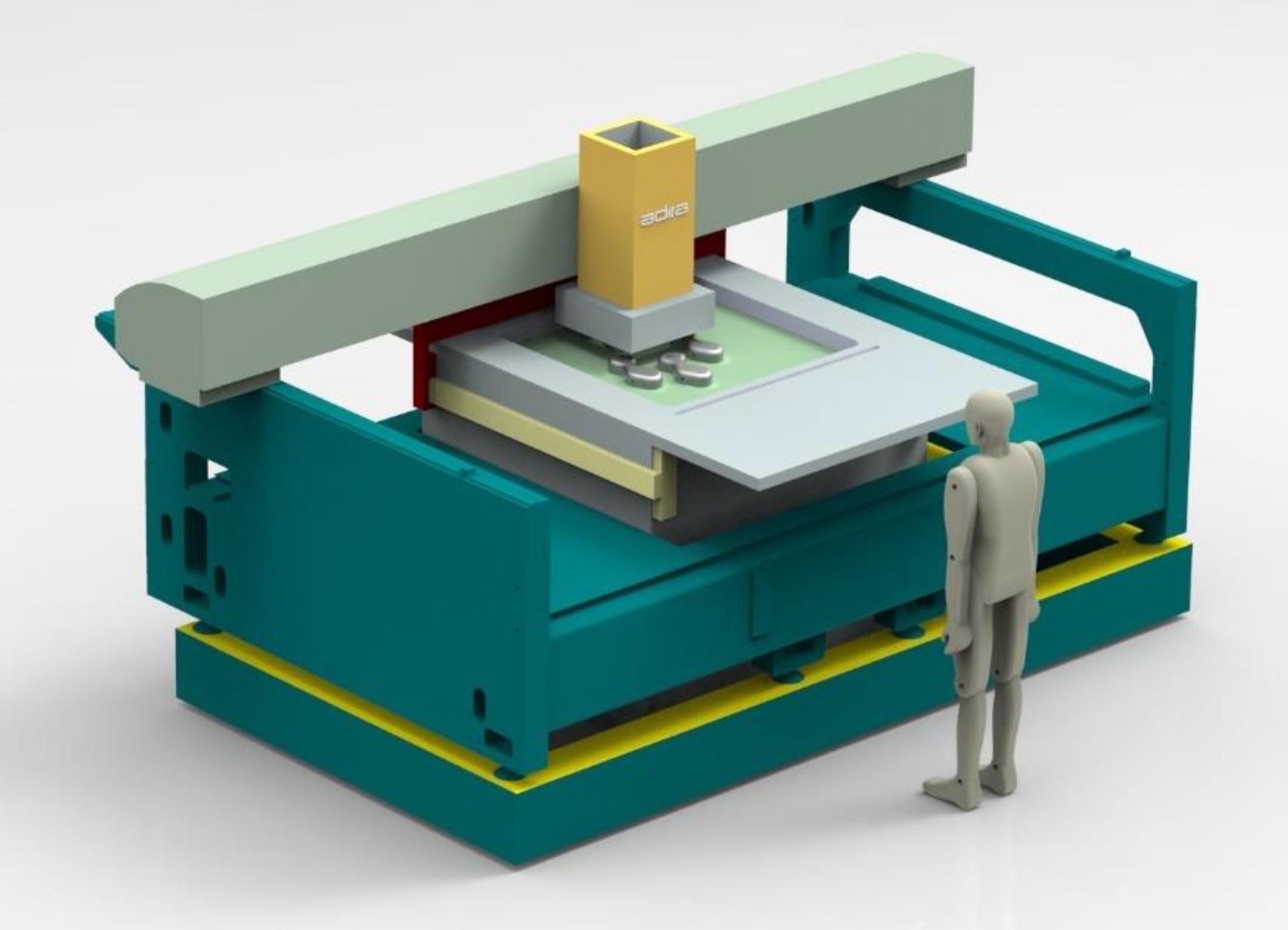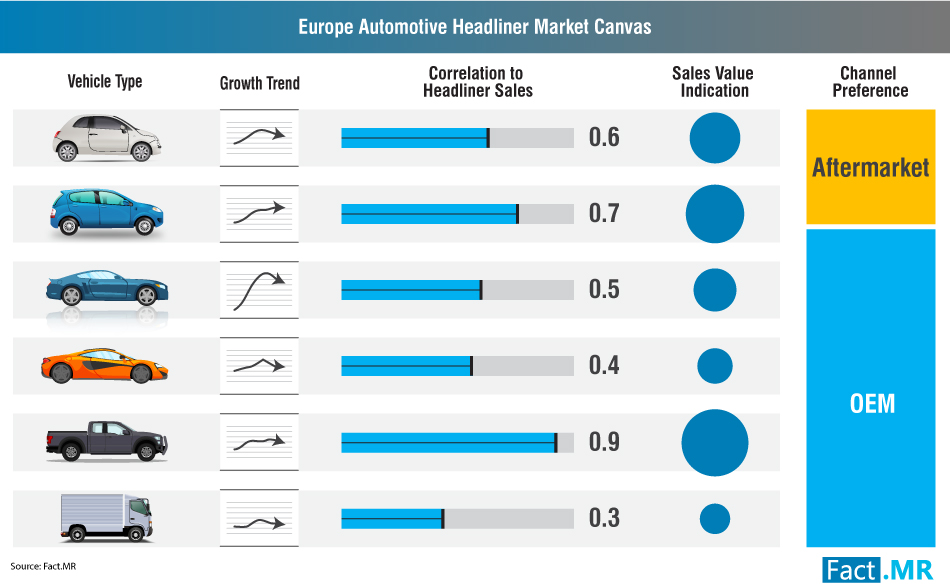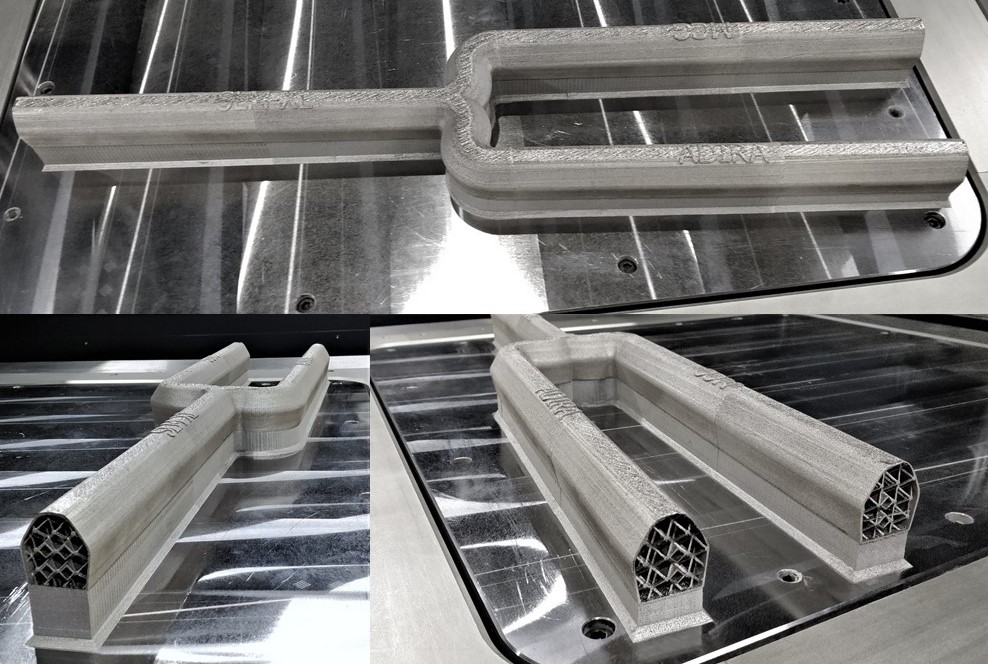
LISBON, 31-May-2019 — /EPR INDUSTRIAL NEWS/ — Additive manufacturing technologies are increasingly used, as they allow the manufacturing of parts with geometries not achievable by traditional processes, leading to increasingly more efficient parts for the intended applications, but mostly for smaller build envelopes and rapid prototyping. In the case of Laser Powder Bed Fusion technology, the SLM-XL project has taken the parts size shortcoming head-on and it has managed to produce large stainless steel parts of over one meter compliant with the 316L specification (image 1). To achieve this milestone, the project included the development of a prototype machine for larger parts using LPBF technology with a new, breakthrough technology, tiled laser melting, that is paving the way for the seamless production of small to large parts for the most demanding usage scenarios. Printing large-scaled parts with laser powder bed fusion process provides a fast and efficient way to create low volume parts of any length and height, allowing flexibility in design and overcoming disadvantages of traditional manufacturing technologies.
The project experiment has produced samples on the customized LPBF machine with relative densities above 99%, with the best result at 99,655%. This is a positive indicator towards the ultimate goal of zero-defect manufacturing in producing large components with LPBF. The SLM-XL projectwas led by an equipment manufacturer (Adira Metal Forming Solutions) with the collaboration of research organizations (Instituto Superior Técnico, Universidade Nova de Lisboa – Faculdade de Ciência e Tecnologia, INEGI – Institute of Science and Innovation in Mechanical and Industrial Engineering) and one end user (MCG – Manuel Conceição Graça).
There is a growing market demand for this type of machines and this specific prototype includes a unique TLM (Tiled Laser Melting) printing process technology developed by Adira. By being able to produce larger parts, the project has brought the broad utilization of Laser Powder Bed Fusion into the mainstream, with clear benefits in efficient resources utilization, cost effectiveness for customized smaller production runs and overall flexibility on the production. The project’s outcomes included a methodology for selection of parameters to fabricate large metal parts in stainless steel 316L, as well as contributing for the development of the final prototype machine.
Empowering industry with large parts production capabilities
Laser powder bed fusion is one of the metal additive manufacturing technologies available. It is a layer by layer process in which a defined powder thickness is melted by the laser allowing the manufacture of functional complex-shaped objects, with high structural integrity for low volume and affordable costs in different materials. Being able to deliver parts produced through this technology is not a novelty, and has already been used, among other, for biomedical devices. But ensuring the production of larger parts, retaining the expected features of materials made from traditional subtractive manufacturing, has proven elusive so far. The consortium tested the ultimate ability to reach the highest possible density for a larger part, which in turn would reveal the type of potential applications.
By showing the capability of producing large build envelopes of 316L stainless steel samples, the project has paved the way for other materials to follow in the near future. To achieve the results of 99% plus density in all the part, it was required to adjust the parameters at the outer zones, and a methodology to perform this adjustment has also been proposed as an outcome of this project.
SOURCE: EuropaWire